¿No sabes cómo imprimir PETG, estas teniendo dificultades o simplemente no te atreves?
Queremos que le pierdas el miedo a imprimir con filamento PETG, es tan fácil como imprimir filamento PLA.
Si es tu primera vez imprimiendo PETG, te invitamos a leer este post donde te dejaremos nuestros consejos para que tu proyecto quede de la mejor manera posible.
Tenemos muchos clientes que nos escriben pidiendo ayuda sobre como imprimir PETG y los entendemos. Nosotros pasamos por lo mismo años atrás y aprendimos por las malas muchos de los tips que aquí dejaremos.
En esta guía, les compartiremos nuestra experiencias personales y aprendizajes sobre como obtener los mejores resultados al imprimir con PETG, ya que a través de nuestro recorrido hemos encontrado soluciones practicas y ajustes que te pueden ayudar a superar las dificultades mas comunes al usar PETG.
Tabla de contenidos
- Lo básico: Que es el PETG
- La práctica es la clave: prueba y error
- PETG SUNLU: Primero la calidad
- ¿A qué temperatura imprimir el PETG?
- ¿A qué temperatura dejo la cama caliente para imprimir PETG?
- ¿Con qué boquilla imprimir PETG?
- ¿A que velocidad se imprime el PETG?
- Configuración de retracción para imprimir PETG
- El secreto que nadie te dice para imprimir PETG
- La configuración perfecta para imprimir PETG
- Problemas comunes y soluciones
- Consejos prácticas y trucos

PETG SUNLU


PETG SUNLU


1. Lo Básico: que es el PETG
En la industria uno de los materiales mas utilizados para fabricar objetos de plásticos es el PET:
- botellas desechables
- textiles
- bandejas
- carcazas de objetos electrónicos, etc.
Solo en Chile, el año 2022 se estimó que el 17,1% (de 1.356 toneladas) de todos los tipos de plásticos utilizados corresponden a PET. (Fuente: Asociación Gremial de Industriales del Plástico)
El PETG es una modificación (a nivel químico) del PET, lo que le permite ser mas amigable con el medio ambiente y lo ha tornado uno de los materiales mas populares para ser utilizado en impresión 3D.
La sigla PETG viene del ingles «Polyethylene Terephthalate Glycol-Modified» lo que podemos traducir como «Tereftalato de polietileno modificado con glicol».
El PETG combina las mejores propiedades del PLA y el ABS, siendo fuerte, flexible y resistente a los productos químicos. Es ideal para piezas que necesitan durabilidad.
PETG vs PLA
El PETG presenta mayor resistencia al impacto, mayor flexibilidad, pero un poco mas difícil de imprimir (solo si estas acostumbrado a imprimir PLA o PLA+).
PETG vs ABS
El PETG es menos propenso a deformarse, mas facil de imprimir, no es toxico, no emite malos olores, pero no es tan resistente al calor como el ABS.

Botellas desechables
El mas claro ejemplo de uso del material PET
2. La práctica es la clave: prueba y error.
Ten presente que nosotros aprendimos de nuestros errores y dedicamos bastante tiempo a mejorar el proceso para obtener impresiones prolijas con PETG.
Una ves que leas nuestra guía, te invitamos a experimentar con tu filamento PETG imprimiendo el mismo modelo varias veces, realizando cada vez pequeños ajustes en tu slicer. Te sugerimos que realices el proceso de aprendizaje con el mismo modelo que utilizamos nosotros: el Benchy!.
Te dejamos un enlace directo del modelo a Thingiverse para que lo descargues aquí.
(Sí no conoces paginas de donde descargar modelos 3D de manera gratuita, este post es para ti)

Nuestro Benchy impreso en PETG
Después de varios intentos fallidos, logramos obtener la configuración perfecta para imprimir nuestro benchy. La fotografía la tomamos un día que fuimos a la costa (no podíamos no llevarlo, estábamos orgullosos).
3. PETG SUNLU: Primero la calidad
Uno de los aspectos más importantes a la hora de imprimir PETG, es utilizar un material de buena calidad. Recuerda que lo «barato cuesta caro» y en impresión 3D este dicho toma mucha importancia. No nos referimos solamente a lo económico, también al tiempo.
Un PETG de una buena marca te asegura un mejor acabado, mejor adherencia entre capas, no tapará tus boquillas y minimizará los problemas durante la impresión; no es gracioso que después de varias horas de impresión, esta falle.
Nosotros obviamente te recomendamos utilizar filamento PETG SUNLU, ya que somos partners oficiales de ellos y es una de las mejores marcas que puedes encontrar en el mercado nacional. (por algo en evstore.cl decidimos trabajar con ellos).
Especificaciones técnicas del PETG
El fabricante SUNLU, para sus filamentos PETG nos señala lo siguientes datos:
- Diámetro: 1.75 mm
- Tolerancia: +- 0.02 mm
- Temperatura de extrusión: 220 – 250 °C
- Velocidad de Impresión: 50 – 100 mm/s
- Tensión: 8 – 12 Kgf
- Tasa de flujo de masa de impresión: 6 – 11 gr cada 10 min.
- Elongación de quiebre: 210%
- Peso Neto: 1 kg
- Medidas de la caja: 20 x 20 x 7 cm
- Libre de burbujas
- Baja contracción y deformación
-
 PETG Blanco SUNLU
El precio original era: $16.000.$14.990El precio actual es: $14.990.
PETG Blanco SUNLU
El precio original era: $16.000.$14.990El precio actual es: $14.990. -
PETG Negro SUNLU
El precio original era: $16.000.$14.990El precio actual es: $14.990.
-
PETG Azul SUNLU
El precio original era: $16.000.$14.990El precio actual es: $14.990.
-
PETG Gris SUNLU
El precio original era: $16.000.$14.990El precio actual es: $14.990.
-
PETG Naranjo SUNLU
El precio original era: $16.000.$14.990El precio actual es: $14.990.
-
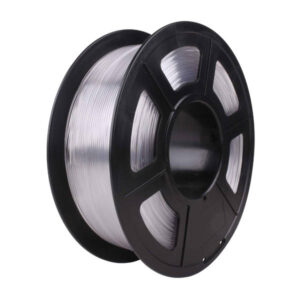
PETG Transparente Verde SUNLU
El precio original era: $16.000.$14.990El precio actual es: $14.990.






4. ¿A qué temperatura imprimir el PETG?
Primero que todo, cada fabricante especifica en su carrete sus rangos de temperatura para una adecuada impresión y es tu trabajo encontrar la temperatura (dentro de ese rango) que mejor funciona para ese carrete en tu impresora.
Por ejemplo, los carretes de filamento PETG de SUNLU especifican para la boquilla un rango de temperatura que va de los 220°C a los 250°C.
También es importante que entiendas, que dentro de una misma marca, para un mismo material, no necesariamente te sirve una misma temperatura: Si para un rollo de PETG blanco, a 230°C tus piezas quedan perfectas, puede que al utilizar un rollo de otro color, por ejemplo negro, necesites ajustar algunos grados para obtener el mismo resultado.
Como regla general, nosotros tenemos configurados 245°C. (Llegamos a esta temperatura comenzando de un valor inicial escogido aleatoriamente y lo fuimos ajustando a medida que realizábamos el test de retracción).



5. ¿A qué temperatura dejo la cama caliente para imprimir PETG?
El PETG en general, independiente de la marca, es más propenso al warping que el PLA. También aclaramos que nosotros utilizamos cama caliente de vidrio y Laca Duo extra fuerte como adhesivo y tenemos excelentes resultados.
La primera capa es vital! Es muy importante tener la cama muy bien nivelada y la boquilla a la distancia adecuada para que tu primera capa sea perfecta.
El PETG requiere que la temperatura de la cama de impresión sea un poco más alta que para utilizar PLA. Con la cama de vidrio y la Laca Duo Extra Fuerte, 70°C nos funciona de maravilla.

Cama y Nivelación

Cama y Nivelación
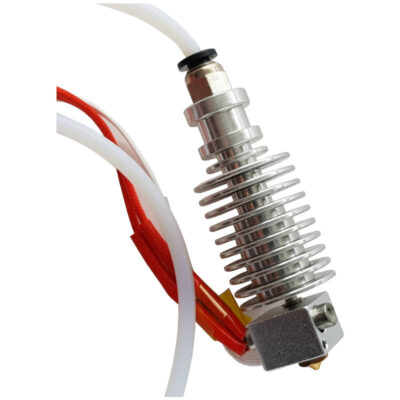
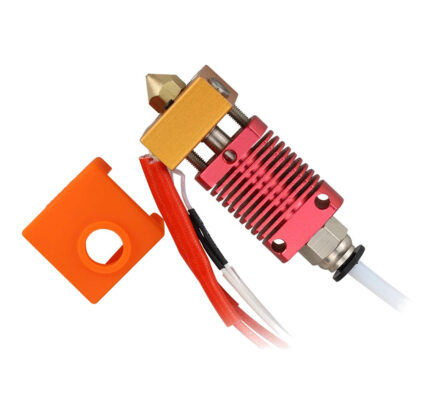
6. ¿Con qué boquilla imprimir PETG?
Para nosotros, la respuesta a esta pregunta es simple: boquillas de latón. Utiliza la medida que más se acomode a tus necesidades, pero para imprimir con PETG no necesitas de boquillas especiales.
A nosotros las boquillas de latón nos dan un muy buen resultado y la veces que hemos querido utilizar de acero inoxidable, hemos fallado en el intento. Si tu puedes imprimir sin problemas con boquillas de acero, déjanos tus tips en los comentarios mas abajo.
7. ¿A que velocidad se imprime el PETG?
Hasta el momento de escribir este post, nosotros contamos en nuestras oficinas con cuatro impresoras 3D: dos Ender 3, una CR10S Pro y la regalona, una Anycubic Kossel Linear Plus. Te contamos esto para que veas que tenemos impresoras normalitas y aún así imprimimos PETG con excelentes resultados.
Por su composición, el PETG requiere una velocidad de impresión menor que el PLA. ¿Qué tanto menos de velocidad?, dependerá de tus necesidades. Si no haces post procesado y necesitas impresiones 3D prolijas y perfectas: mucho más lento que el PLA. Si haces post procesado y privilegias el tiempo de impresión por sobre la calidad, un poco más lento bastará.
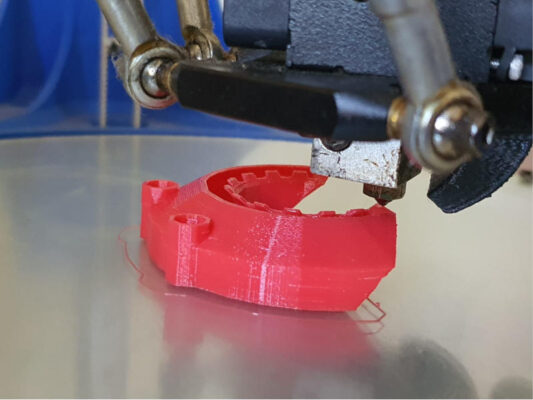
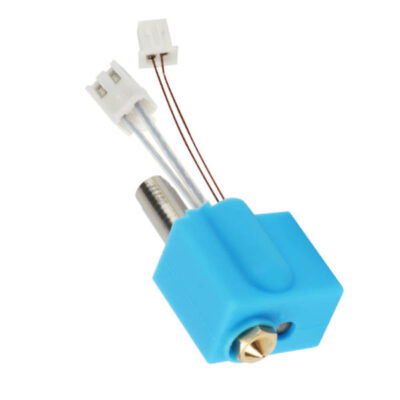
Tobera impresa con PETG
En la imagen puedes ver una tobera durante el proceso de impresión 3D que hicimos con PETG. La tobera fue utilizada para modificar la misma impresora y mejorar el flujo de aire del ventilados de capa.
¿Cuánto es mucho o poco más lento? depende de tu criterio.
Nosotros ajustamos la velocidad de la siguiente manera: al perfil que tenemos para imprimir PLA, con el cual las piezas nos quedan perfectas y hermosas, bajamos la velocidad en un 50% (nosotros le damos más importancia a la calidad de la impresión que al ahorro de tiempo).
Como referencia, usamos 14mm/s para las paredes exteriores y la primera capa, 28 mm/s para el relleno, 22 mm/s para las paredes superiores, inferiores y paredes interiores.
Como puedes leer, utilizamos velocidades muy bajas, pero nuestras impresiones salen prácticamente perfectas.


Electrónica


Electrónica


Electrónica


Electrónica
8. Configuración de retracción para imprimir PETG
Esta parte es igual que con el PLA. Si ya tienes tu procedimiento para determinar los mejores parámetros de distancia de retracción, velocidad de retracción y temperatura de impresión para el PLA, puedes aplicarlo sin problemas para encontrar los parámetros de impresión de tu filamento PETG.
No profundizaremos en este tema (el cómo encontrar los mejores parámetros de retracción) pero realizaremos el siguiente resumen:
Descargar el test de retracción de Thingiverse (o cualquier otra plataforma, también puedes diseñar tu propio test) de tu preferencia, por ejemplo este.
El test de retracción debes imprimirlo tantas veces como sea necesario hasta llegar a una impresión sin hilos entre las columnas.
Entre cada impresión debes modificar solo uno de estos tres parámetros por vez:
- Distancia de retracción
- Velocidad de retracción
- Temperatura de impresión
El orden en que debes ir modificando los parámetros si importa y en el listado se encuentran ordenados desde el más importante (el que más afecta en las retracciones) al menos importante (no es que no sea importante, pero sirve para hacer el ajuste fino, final)
9. El secreto que nadie te dice para imprimir PETG
Hasta este momento, básicamente hemos seguido los mismos principios y procedimientos que para imprimir PLA. Cuando nosotros imprimimos PETG por primera vez (hace muchos años y antes de evstore.cl), a pesar de haber seguido de manera prolija, el paso a paso para poder configurar de manera correcta el PETG en el slicer, nuestra impresiones eran un fracaso total: no podíamos eliminar las retracciones, la adherencia entre capas era débil y las impresiones al paso de unas hora o minutos fallaban.
Moviendo parámetros por aquí y por allá, encontramos el causante de nuestros problemas: el ventilador de capa!
Descubrimos que a medida que reducíamos la velocidad del ventilador de capa, todo salía mejor.
Actualmente dejamos dicha velocidad a un 30%.
En el video de la derecha te mostramos una impresion con PETG que ralizamos en nuestra Kossel.
10. La configuración perfecta para imprimir PETG
Qué podemos decir, la configuración perfecta para imprimir PETG existe, pero no es igual para todos. Principalmente, dependerá de la marca de tu filamento y de las características de tu impresora. A continuación, te dejamos un resumen con la configuración utilizada en nuestra Kossel, que es una impresora tipo delta:
- Distancia de Retracción: 4 mm
- Velocidad de retracción: 25 mm/s
- Temperatura de impresión: 245°
- Temperatura de la cama: 70°C
- Velocidad de pared exterior: 14 mm/s
- Velocidad paredes interiores: 22 mm/s
- Velocidad de relleno: 28 mm/s
- Velocidad paredes superiores e inferiores: 22 mm/s
- Velocidad de la primera capa: 14 mm/s
Esta configuración es perfecta, pero para nuestra impresora y con nuestro filamento, por lo que te recomendamos seguir la guía que te dejamos en este post.
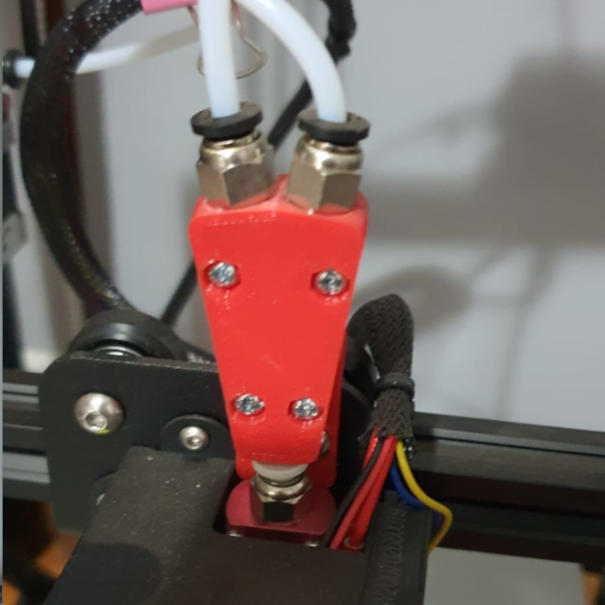
Las imágenes que ves a continuación, son impresiones que realizamos con PETG para modificar una de nuestras impresoras.




11. Problemas comunes y soluciones
Warping: Uno de los problemas más comunes al imprimir con PETG es el warping. Para prevenir esto:
- Asegúrate de que la cama esté bien nivelada.
- Utiliza adhesivos como laca, cinta azul o utilizar vidrio para mejorar la adhesión.
- En nuestra experiencia, el uso de una cama caliente a 70°C y una primera capa más lenta ha reducido significativamente el warping.
Stringing: El PETG tiende a producir hilos (stringing). Para reducirlo:
- No tengas miedo a probar con distintas temperaturas para extrusor.
- lo mismo para las distancias de retracción, realiza cambios incrementales en cada prueba.
- En nuestra impresora delta, una distancia de retracción de 4 mm y una velocidad de retracción de 24 mm/s han sido efectivos.
12. Consejos prácticas y trucos.
Mantén el filamento seco: El PETG es higroscópico, lo que significa que absorbe la humedad del aire. Almacénalo en un lugar seco, dentro de su bolsa de plástico bien sellada, o en su defecto una bolsa tipo ziploc. No tires los paquetitos de gel, ya que ayudan a absorber la humedad. Siempre que dejes de utilizar el filamento guárdalo, nunca lo dejes en la impresora (ni de un día para otro). Si tu filamento ya esta con problemas de humedad, te recomendamos utilizar nuestro secador de filamento.
Usa un borde o falda: Esto puede ayudar a mejorar la adhesión inicial y prevenir el warping. Nosotros este problema lo tenemos controlado ya que usamos cama caliente de vidrio y laca Duo Extra fuerte, también disponible en nuestra tienda online.
Experiencia Personal: Hemos encontrado que la paciencia y la experimentación son claves para imprimir con éxito con PETG. No tengas miedo de ajustar los parámetros y probar diferentes configuraciones hasta encontrar la mejor que funciona para ti. Por ejemplo, ajustar la velocidad del ventilador de capa ha sido crucial para nosotros.
Imprimir con PETG puede requerir un poco mas de esfuerzo que imprimir PLA, pero los resultados pueden ser muy satisfactorios. esperamos que esta guía en base a nuestras experiencias personales te ayuden a obtener resultados muy buenos y prolijos.
Si tienes dudas, o quieres aportar información nueva o ayudarnos a mejorar esta guía, puedes dejar un comentario mas abajo o contactarnos por nuestras redes sociales. Te leemos!
Este articulo de blog fué creado el 04-10-2023. La última actualización fué realizada el 18-04-2025.
Tenia muchos problemas imprimiendo con este material, pero luego de leer un par de veces la guía que tienen ya he podido imprimir petg casi sin inconvenientes, ahora solo tengo que hacer algunos ajustes finos en cura para mejorar mi configuración. Son secos!!! 🙂
excelente blog, compre un filamento sin fijarme que era petg y este blog junto con los administradores de esta pagina me ayudaron con mis dudas y problemas. 10/10